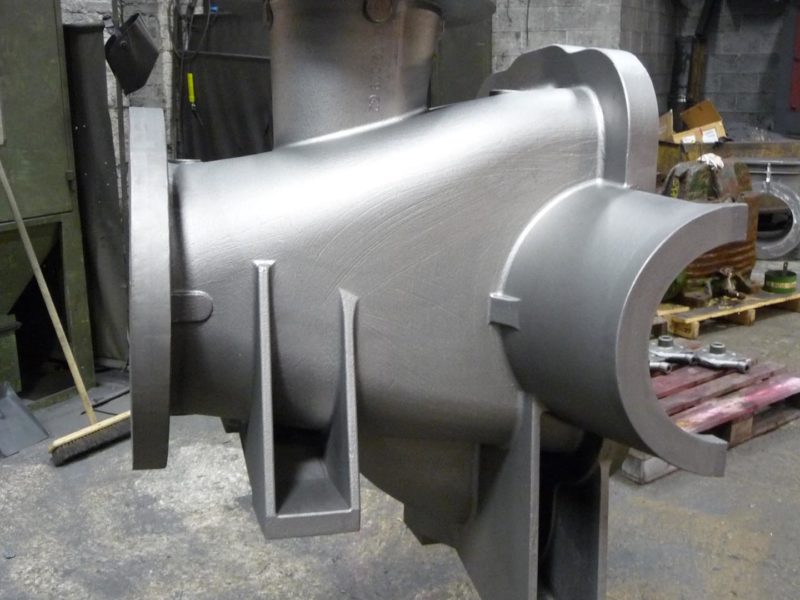
This year one of our Pump manufacturing customers asked us to cast and supply an SG iron Split Pump Casing weighing 455kg for the base, and 199kg for the cap using the 3D printed sand mould process. As this is something we have never done before it was a fantastic opportunity to work with our customer and the German company supplying the mould who undertook the mould modelling design, to produce what so far is the largest printed mould used in this way in the UK.
The Cap mould consisted of 3 sections, when assembled measured 1.2mtrs long x 1mtr wide x .6mtr high, and the Bottom half was again made of 3 sections at 1.3mtrs x 1.3mtrs x .86mtrs high. The moulds were made of Furan sand, but of a much finer grain than normal, with a 1.4% resin content.



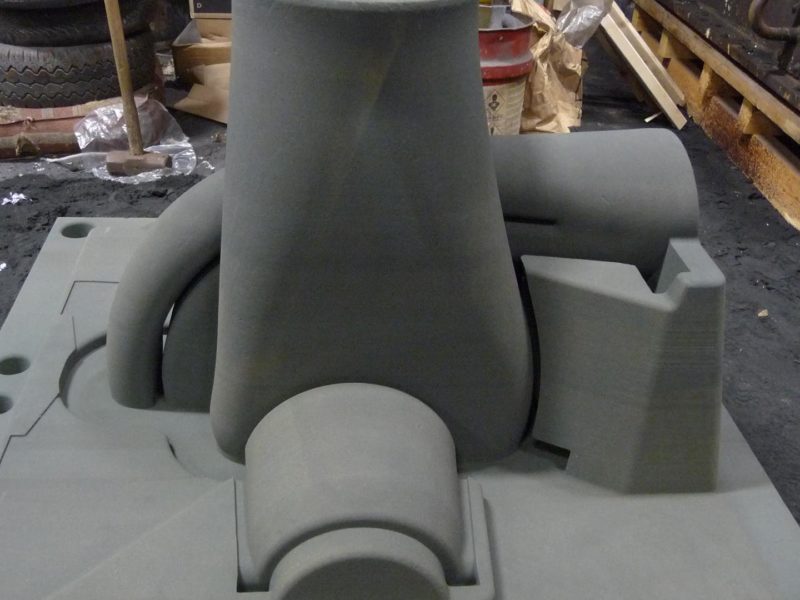

A conventional pattern for this type of casting would normally consist of a 3 core mould parts and 2 cores for the cap, but it was the lower half where the main difference was seen, normally consisting of a split pattern with 13 cores.
This method brings new and different dilemmas for the foundry, to work with the modeller when thinking about the placement of runners and risers and indeed mould cavity, in relation to holes for lifting bars to assist in mould section assembly.
Prevention of what would be a conventional core lifting or breaking, in this case pre made with vents but without reinforcement bars, is inherently difficult with the 3D mould. A great deal of thought must be applied when designing the mould to allow for studs, and access to clean the mould cavities and the application of mould coating.
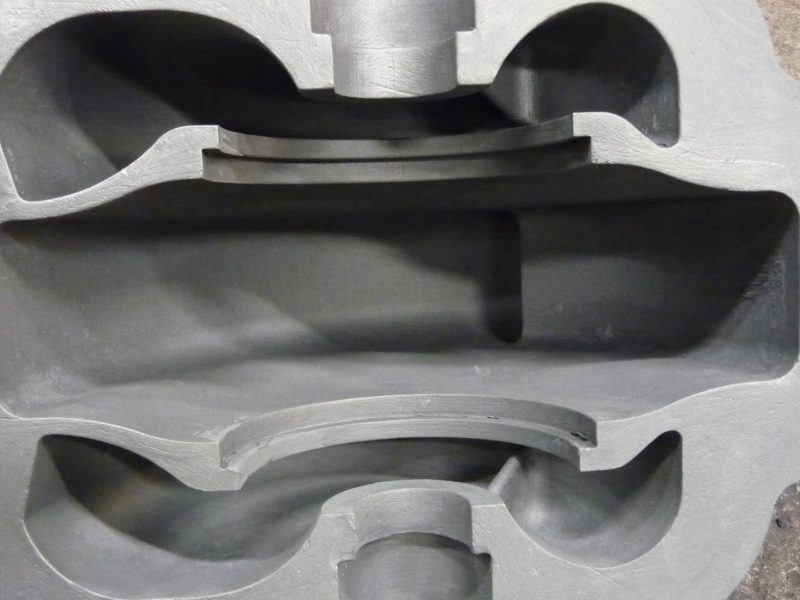
Having said that, the accuracy of the mould joints and lack of gaps around what would be cored areas, means the castings are very neat with a minimum of fettling time required. The mould finish was excellent, much better that expected with little or no surface finish sanding required.
The runner and riser systems were added in the foundry in this instance, but going forward having this experience it will help us should further work of this sort arise.


POSITIVES
- Speed of assembly
- Accuracy
- Definition
- Fettling time
- No need for pattern storage
NEGATIVES
- Lifting component parts evenly for assembly
- Difficulty in mould coating some areas, which could be addressed in mould design
- Sand from mould is very fine and must be discarded
- Cost of further moulds should scrap occur.
Whilst conventional patterns will always be needed, it is evident that there is a place for 3D printed moulds, especially when replacing old components or complicated one off castings where patterns do not exist or would be very expensive to produce.
It is also the way forward in casting design, making castings that previously had to be designed for the foundry to mould, now is not so important.
Casting designers can really work on efficiency, and complexity of castings is no longer a constraint.